Линии защиты: как наносят полимерные покрытия
SpecKomplekt
апр 04
Поделиться:
У продукции от «Металл Профиль» есть несколько степеней защиты, оберегающей металл от ржавчины, ударов веток и прочих неприятностей: это оцинковка, пассивация, грунтовка и полимер. От этого многокомпонентного состава зависит защита металла. О том, как наносят пассивацию, грунтовку и полимерное покрытие на производстве, мы расскажем на примере компании «Металл Профиль».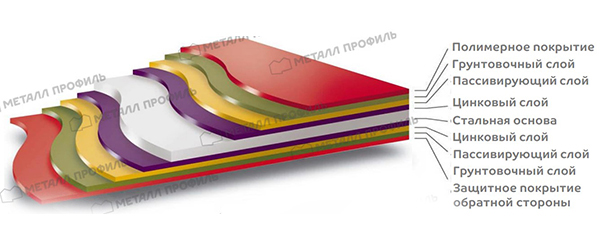
Пассивация
Пассивацию наносят в цехе №8. Но перед тем как попасть сюда, металл раскатывают и наносят оцинковку. Только потом можно наносить пассивирующий состав. Его назначение — делать коррозионные свойства металла более пассивными.С выходной секции линии оцинкования рулоны (бухты) передаются на входную секцию линии полимеров. С помощью специальных машин на материал наносится хроматное (содержащее хром) конверсионное покрытие, другими словами ― микропленка из пассивирующего раствора. Такая пленка не дает цинковому покрытию окисляться, оберегая его от ржавчины. Процесс выглядит так:
- Подготовка раствора. Пассивирующий раствор готовят на деминерализованной воде из шестивалентного хрома и других веществ. Это обессоленная вода, то есть жидкость без примесей в результате удаления солей магния и кальция. Ее используют для технологических процессов на разных видах производства.
- Контроль качества. Для контроля каждые шесть часов берут пробу раствора пассивации, которую проверяют в химической лаборатории. Если проба соответствует нормам, пассивацию наносят специальным аппаратом ― химкоутером.

- Нанесение пассивации. Химкоутер регулирует равномерность толщины пассивирующей пленки по всей ширине изделия. Далее изделие с пассивацией сушат в химосушителе.
- Продувка. После этого высушенный металл проходит через воздуходувку, где его температура снижается до 40°С. Это нужно для минимизации испарений во время нанесения грунтовочного покрытия.
Грунтовочное покрытие
После пассивации наносят грунтовочное покрытие. Оно нужно, чтобы обеспечить дополнительную защиту металла от коррозии и организовать сцепление между покрытием и металлом. Грунтовочное покрытие с лицевой и обратной сторон наносят окрасочной S-образной машиной с двумя покрасочными головками.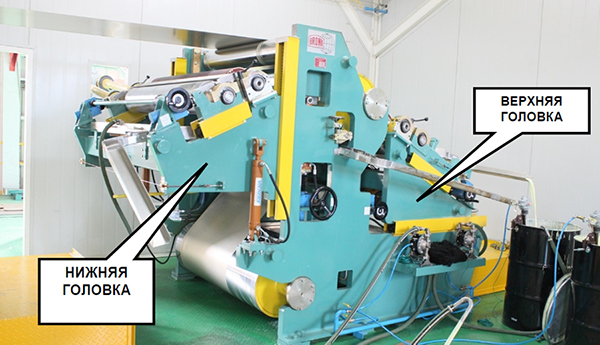
- Настройка. Благодаря автоматизированным линиям, оператор задает все параметры покрытия. Процесс можно сравнить с управлением стиральной машиной, но, разумеется, с оговоркой на более сложный механизм. В зависимости от толщины, покрытие наносят одновременно на верхнюю и нижнюю сторону полосы по ходу или против движения.
- Первая сушка. После нанесения грунтовочного покрытия в так называемом «мокром слое» его подсушивают в печах с тремя разными температурными режимами. Точный режим сушки устанавливает технолог, выбирая в программе управления печами нужную температуру для каждой из зон. В первых двух зонах растворитель испаряется, в третьей происходит окончательная полимеризация. Максимально допустимая температура воздуха в зонах печи может составлять 400°С.
- Охлаждение. Затем высушенный металл поступает в камеру воздушного охлаждения. Это нужно, чтобы снизить температуру полосы перед следующей стадией. Далее полоса поступает в секцию водяного охлаждения, где температура металла снижается до 30-50°С, что позволит избежать его деформации.
- Вторая сушка. Затем оставшуюся на поверхности металла влагу удаляют специальные отжимные ролики и воздушный осушитель, направляющий к обеим сторонам полосы мощные потоки воздуха. После высушивания можно приступать к финальной части ― нанесению полимерного покрытия.
Полимерное покрытие
Завершающий слой ― полимерное покрытие (не путать с краской) ― декоративно-защитный слой на стали, оберегающий металл от коррозии. Именно он придает изделию цвет и фактуру.Покрытие наносят U-образной окрасочной машиной, оснащенной тремя головками: А и В для нанесения лицевого покрытия, и нижней головкой С для нанесения покрытия на обратную сторону.
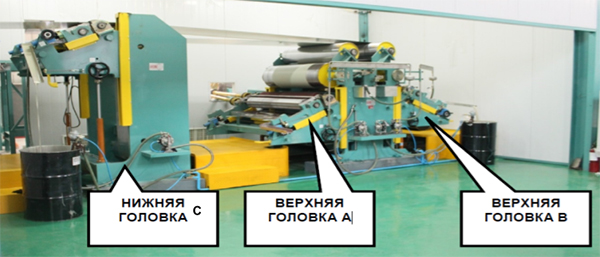
Наличие двух пар красящих головок, наносящих покрытия на лицевую сторону, позволяет без остановки линии перейти с одного цвета краски на другой. Пока одна покрасочная головка работает, вторую готовят к последующей окраске другим цветом. Больше цветов — богаче выбор у клиентов.
Как и при грунтовке, высушенный окрашенный металл сушат в четырехзонной печи. Это нужно для достижения такой температуры металла, которая позволит растворителю испариться, обеспечивая необходимую полимеризацию. Далее полоса проходит по тем же звеньям, что и при грунтовке: через воздушное и водяное охлаждение.
Покрытие нанесено! Затем полоса через ленточный заправочный механизм попадает на оправку намотчика для сматывания в рулон. И лишь после всего этого она превращается в стальной сайдинг, металлочерепицу, профнастил, металлоштакетник и другие товары. Получаются красивые изделия, максимально защищённые от коррозии.
Полимерное покрытие — самая первая степень защиты наших изделий. Именно оно имеет дело со всеми внешними воздействиями: выжигающим солнцем, опасной влагой, снегом, ветками деревьев. Поэтому мы на каждом этапе следим за тем, чтобы эта защита была как можно более сильной.